Принцип работы сварочного полуавтомата
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» - то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
|
Материал |
Диаметр электродной проволоки, мм |
Сварочный ток, А |
|
Алюминий и алюминиевые сплавы |
0,8 |
50-175 |
|
1,2 |
90-250 |
|
|
1,6 |
160-350 |
|
|
2,4 |
225-400 |
|
|
3,2 |
350-475 |
|
|
Магниевые сплавы |
1 |
150-300 |
|
1,2 |
160-320 |
|
|
1,6 |
210-400 |
|
|
2,4 |
320-510 |
|
|
3,2 |
400-600 |
|
|
Медь и медные сплавы |
0,9 |
150-300 |
|
1,2 |
200-400 |
|
|
1,6 |
250-450 |
|
|
2,4 |
350-550 |
|
|
Никель и никелевые сплавы |
0,5 |
- |
|
0,8 |
- |
|
|
0,9 |
100-160 |
|
|
1,2 |
150-260 |
|
|
1,6 |
100-400 |
|
|
Титан и титановые сплавы |
0,8 |
- |
|
0,9 |
- |
|
|
1,2 |
- |
|
|
Нержавеющая стал |
0,5 |
- |
|
0,6 |
- |
|
|
0,8 |
75-150 |
|
|
0,9 |
100-160 |
|
|
1,2 |
140-310 |
|
|
1,6 |
280-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
2,8 |
- |
|
|
3,2 |
- |
|
|
Низкоуглеродистая сталь, катанная или холодно-тянутая |
0,5 |
- |
|
0,6 |
- |
|
|
0,8 |
40-220 |
|
|
0,9 |
60-280 |
|
|
1,2 |
125-380 |
|
|
1,3 |
260-460 |
|
|
1,6 |
275-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
3,2 |
- |
|
|
Углеродистая сталь повышенной прочности, некоторые низколегированные стали |
0,9 |
60-280 |
|
1,2 |
125-380 |
|
|
1,6 |
275-450 |
|
|
2 |
- |
|
|
2,4 |
- |
|
|
3,2 |
- |
|
|
4 |
- |
Напряжение
От напряжения зависят высота и толщина сварочного шва. Если в руководстве по эксплуатации отсутствует соответствующая таблица, характеристики шва в зависимости от напряжения можно выяснить опытным путем. Для этого возьмите ненужный кусок металла и начните варить. Попросите ассистента поворачивать ручку регулировки напряжения до конца вниз. Оцените шов при разных уровнях напряжения. Повторите процедуру поворачивая ручку регулировки напряжения до конца вверх, пока дуга не станет нестабильной.
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | - | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
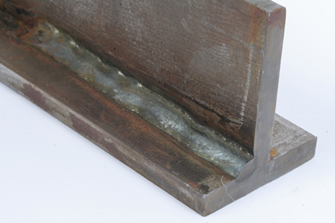
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.

Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.

Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.

Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.

Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.

Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.

Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.





